别再等待了,仅仅一分钟,就能通过我们的(绵阳)【本地】dz40地质管厂家直销产品视频探索到无数令人心动的细节和亮点。
以下是:绵阳(绵阳)【本地】dz40地质管厂家直销的图文介绍

【本地】dz40地质管厂家直销")
【本地】dz40地质管厂家直销")
无缝管常见问题和解决方法在无缝管的生产和使用过程中,常常会遇到一些问题,如折迭、绵阳附近尺寸超差、绵阳本地划道、绵阳同城斗纹和拔凹等。这些问题会影响无缝管的质量和性能,因此需要采取相应的措施进行预防和解决。折迭折迭是指钢管内外表面呈现直线或螺旋方向的折迭,局部或通长地出现在钢管上。产生折迭的原因主要有管料表面有折迭或夹杂物、绵阳有严重擦伤和裂纹等。预防和消除折迭的方法主要是严格把好穿孔热轧质量关,确保管料表面质量良好。尺寸超差尺寸超差包括壁厚超差、绵阳本地壁厚不均、绵阳附近直径超差、绵阳附近椭圆偏心等。产生尺寸超差的原因主要有拔制模具选择不当、绵阳同城内外模设计制造不合理或磨损严重等。预防和解决尺寸超差的方法主要是正确设计和选配拔管模具、绵阳当地正确执行热处理制度等。划道划道是指钢管表面上呈现纵向直线的划痕,划道长短不一、绵阳本地宽窄不等。产生划道的原因主要有拔模表面不光滑、绵阳当地锤头过度部分有棱角等。预防和解决划道的方法主要是提高拔管模具的表面质量、绵阳同城钢管酸洗后冲洗干净等。斗纹斗纹是指钢管表面沿长度方向呈高低不平的环形波浪或波浪逐个相同排列,局部或通长地出现在钢管内外表面上。产生斗纹的原因主要有热处理后的性能不均、绵阳附近酸洗后冲洗不干净等。预防和解决斗纹的方法主要是按操作规程要求进行热处理、绵阳当地把好酸洗、绵阳本地磷化、绵阳当地皂化的质量关等。拔凹拔凹是指在钢管纵向上,管壁向内呈条状凹陷,其长短无规则。产生拔凹的原因主要有无芯棒拔制薄壁钢管时减径量过大、绵阳同城锤头端部有棱角等。预防和解决拔凹的方法主要是选择合适的拔制工艺、绵阳同城锤头端部应无棱角和皱折等。
【本地】dz40地质管厂家直销")
【本地】dz40地质管厂家直销")
【本地】dz40地质管厂家直销")
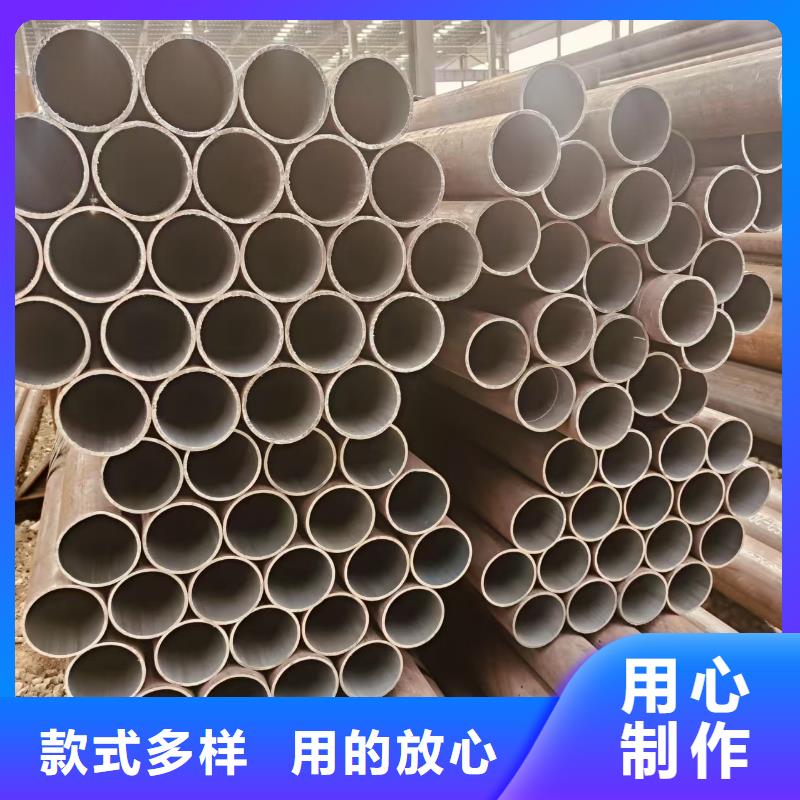
无缝管,作为一种重要的工业材料,广泛应用于各个领域,从机械制造到石油钻探,从船舶制造到锅炉制造,其重要性不言而喻。本文将从无缝管的定义、绵阳同城生产方法、绵阳附近种类、绵阳附近应用领域以及常见问题和解决方法等方面,为您详细介绍无缝钢管的小知识。一、绵阳当地无缝钢管的定义无缝钢管,顾名思义,是指沿其横截面的周边上无接缝的钢管。它是由整支圆钢穿孔而成,表面没有焊缝。无缝钢管通常是用钢坯直接轧制而成,具有较高的强度和耐高压能力,因此被广泛应用于高压、绵阳高温环境中的流体输送和机械制造等领域。无缝钢管的制造原料包括普通碳素结构钢、绵阳低合金结构钢、绵阳当地合金结构钢、绵阳同城不锈耐酸钢等。根据生产方法的不同,无缝钢管可分为热轧无缝钢管、绵阳附近冷轧无缝钢管、绵阳附近冷拔无缝管、绵阳本地挤压无缝管等。无缝管的规格用外径和壁厚来表示,其外径和壁厚的范围较广,能够满足不同领域的需要。
【本地】dz40地质管厂家直销")
【本地】dz40地质管厂家直销")
聚旺物资有限公司业务覆盖全国市场。公司采用现代化经营管理模式运作,经过多年的发展,不断整合资源,逐步成为集贸易、加工、仓储、运输四位一体的公司。公司主要经营【高锌层镀锌管、】。公司秉乘“以诚为先,以信待客”的公司宗旨,十多年来,努力奋斗,开拓进取,顺利完成了经营理念、管理体制、产品质量等方面的调整与组合,成功地实现了产品品牌化、经营诚信化、目标国际化,在【高锌层镀锌管、】市场诠释了一个属于自己的全新概念。
【本地】dz40地质管厂家直销")
【本地】dz40地质管厂家直销")
【本地】dz40地质管厂家直销")
无缝管是由整支圆钢穿孔而成的表面上没有焊缝的钢管,称之为无缝管。根据生产方法,无缝管可分热轧无缝钢管、绵阳本地冷轧无缝钢管、绵阳本地冷拔无缝管、绵阳附近挤压无缝管、绵阳当地顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、绵阳本地椭圆形、绵阳三角形、绵阳同城六角形、绵阳本地瓜子形、绵阳附近星形、绵阳附近 带翅管多种复杂形状。直径达900mm,小直径为 4mm。根据用途不同, 有厚壁无缝管和薄壁无缝钢管。无缝钢管主要用作石油地质钻探管、绵阳石油化工用的裂化管、绵阳锅炉管、绵阳当地轴承以及汽车、绵阳本地拖拉机、绵阳航空用高精度结构钢管。无缝管具有中空截面,大量用作输送流体的管道,如输送石油、绵阳附近天然气、绵阳本地煤气、绵阳水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。广泛用于制造结构件和机械零件,如石油钻杆、绵阳本地汽车传动轴、绵阳同城自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。




 扫一扫
扫一扫