



 扫一扫
扫一扫





新物通物资有限公司是一家专业生产 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、的厂家,主要生产 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、等产品。我厂与多家零售商和代理商建立了长期稳定的合作关系。公司品种齐全、价格合理。本公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
我厂本着:“一样的产品质量,我们比价格;一样的产品价格,我们比服务”。“以品质求生存,以信誉求发展,以开拓创市场,以客户为中心。”谨以公平,公正,互惠,互利的原则真诚期待您的垂询。您的成功,您的满意将是我们的z u i大心愿。 我们以挚诚挚信的心期待您的惠顾,以求真求实之情,欢迎您的来电,请给我们一次机会!欢迎到我司参观,指导!


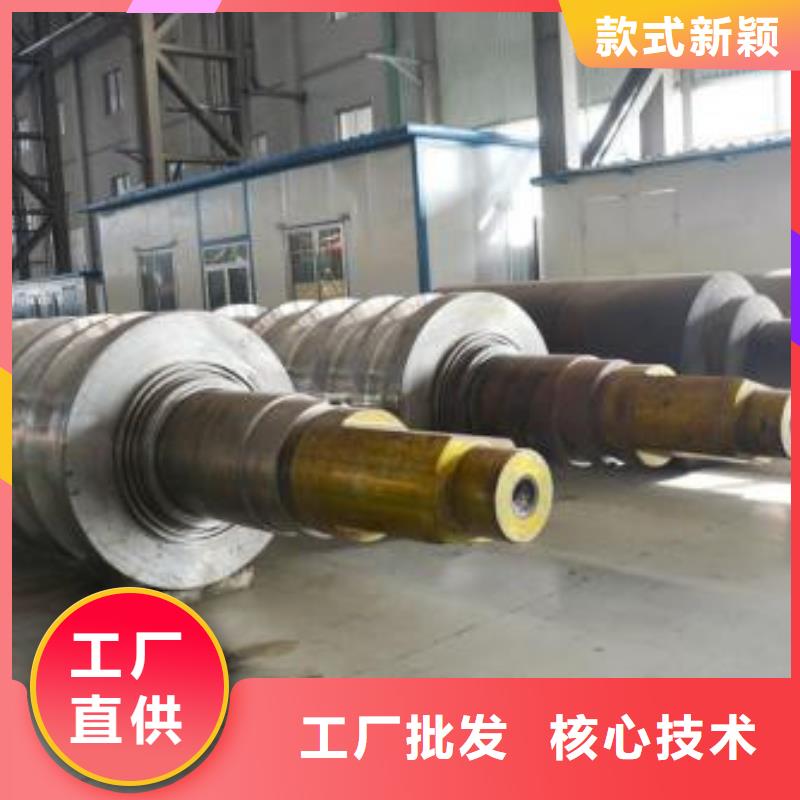
如果是因为机械应力产生的断裂,需要很大的机械应力。经粗略计算,如此大截面的高铬铸钢轧辊若被机械应力拉断,则需要100MN以上的拉力,对于该轧辊工作的轧机来说这是不可能的。轧辊受力 的部位是传动端辊颈,如果材料的力学性能指标不足,正常轧制情况下首先损坏的是传动端辊颈。从实际轧制和断辊情况来看,不是由于机械应力造成辊身断裂。
对组织应力影响 的就是外层组织中残余奥氏体含量。残余奥氏体在轧制温度,轧制压力和水冷的交变作用下,发生奥氏体向马氏体或贝氏体的转变,由于奥氏体的比容小,而马氏体的比容大,因而在组织转变的过程中伴随着体积的膨胀,会致使轧辊的工作层产生更大的压应力,芯部产生更大的拉应力,芯部应力一旦超过材料的强度,必然造成轧辊断裂。考虑到残余奥氏体对组织应力的影响及热带连轧机轧辊的工作条件,一般轧辊的残余奥氏体含量控制在小于5%即可保证安全使用。该断裂轧辊的外层组织中残余奥氏体含量小于1%,故组织应力可以忽略不计。



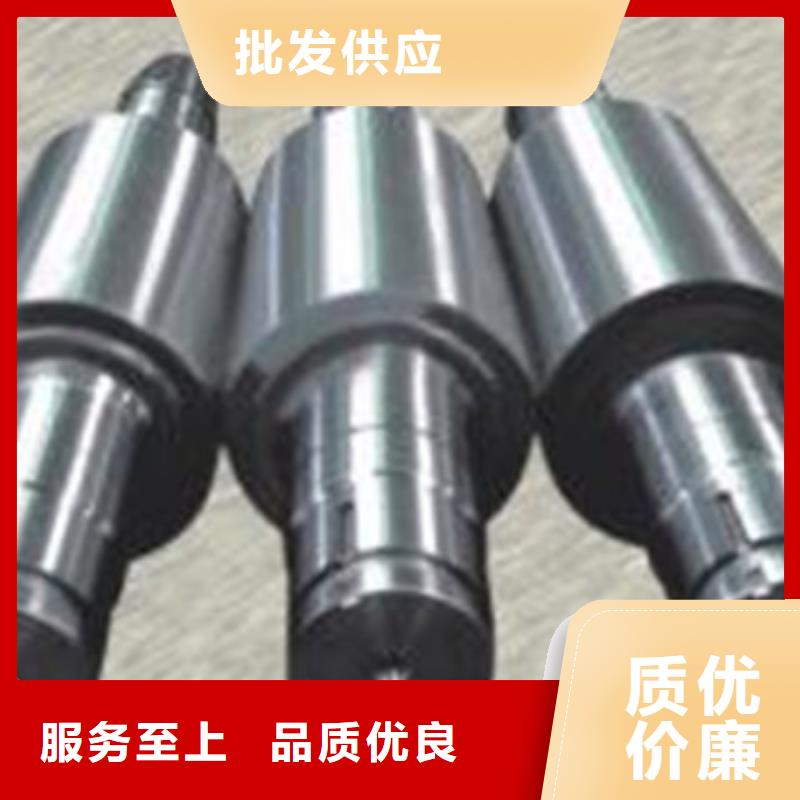
高速钢轧辊制造技术,制造高速钢轧辊主要有锻造、铸造、喷射成形、热等静压等技术。锻造高速钢轧辊的推广使用进展缓慢;目前工业生产中较常见的铸造高速钢轧辊制造方法有离心铸造法、连续浇注外层成形法、电渣重熔法和液态金属电渣熔接法。
2.1铸造高速钢轧辊
铸造高速钢轧辊制造技术的改进主要围绕提高钢的纯净度和均匀性,提高轧辊强度和轧辊外层与辊芯的冶金结合。不同的轧机,同一轧机的不同机架,对轧辊性能的要求不同,可以根据所需的轧辊性能、轧辊规格和生产成本选择合适的制造方法。
1)离心铸造法。离心铸造轧辊的主要特点是将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。


修复精度高,涂层厚度从几米到几毫米,可对金属工件出现磨损、划伤、针孔、裂纹、缺损变形、硬度降低、沙眼、损伤等缺陷进行沉积、封孔、补平等修复功能,只须打磨、抛光,也可进行车、铣、 刨、磨等各类机械加工,以及电镀等后期加工。
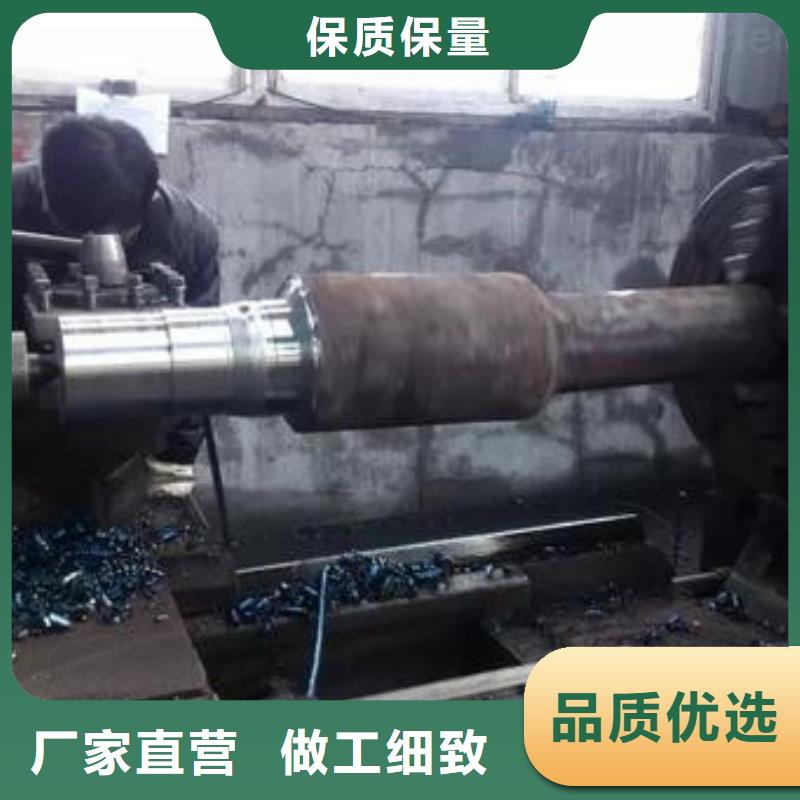
防止轧辊断裂方法
防止轧辊断裂应该从减小制造残余应力,机械应力,组织应力和热应力四方面进行。
一般情况下大部分制造残余应力会在热处理过程中消除,并且会随着轧辊的存放时间延长而逐渐消除,因此新轧辊存放一段时间再使用,能够降低断辊风险。避免较大机械应力的方法主要是避免过冷钢。降低组织应力的方法是通过热处理将辊身工作层残余奥氏体含量控制在小于5%以下。减小热应力的办法是在轧钢过程中对轧辊进行良好的冷却。



技术支持:cnwbgg.com